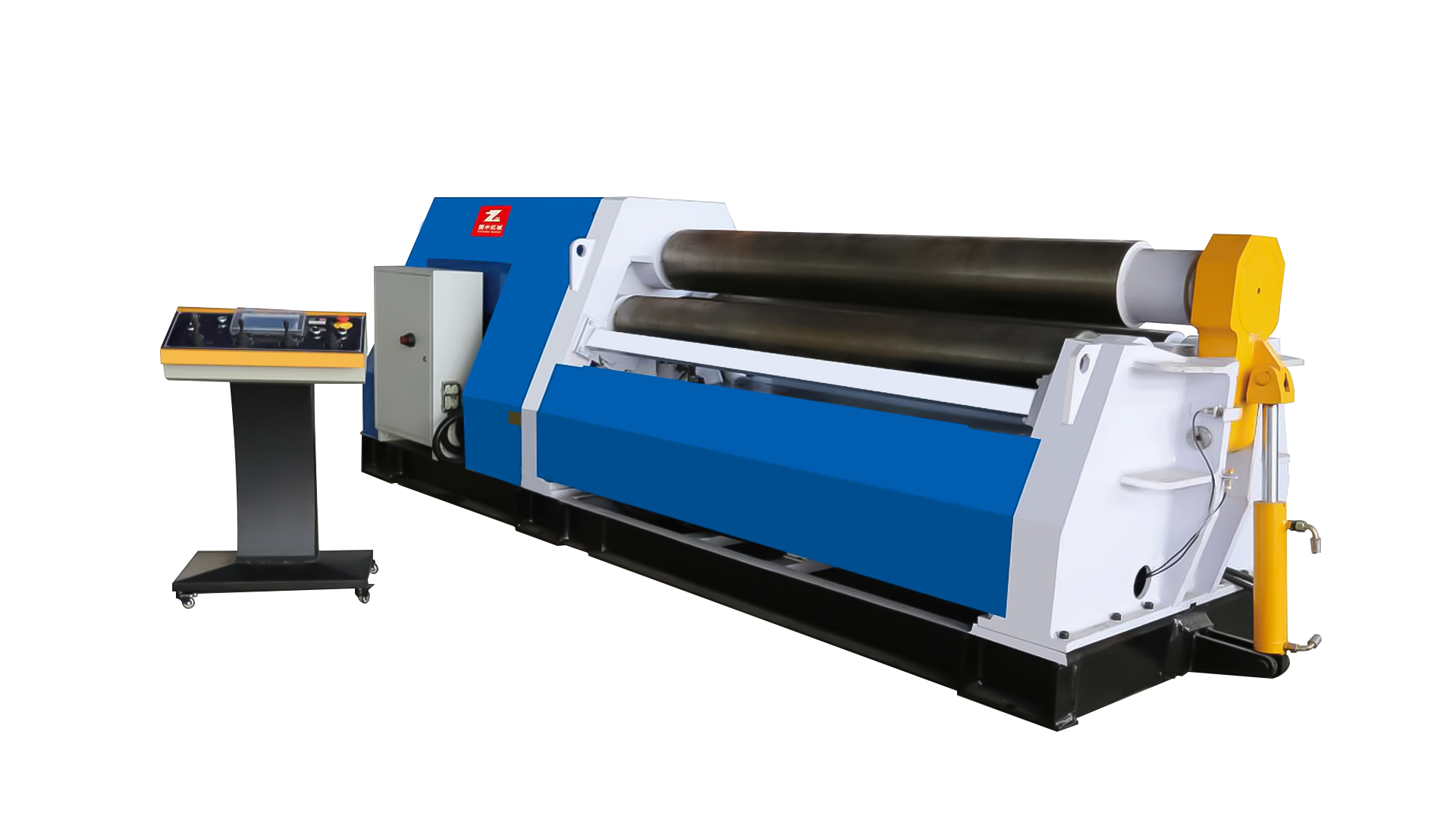
Apa presisi dan keakuratannya Mesin penggulung pelat CNC 4 rol selama proses penggulungan?
Ketepatan dan keakuratan a Mesin penggulung pelat 4 rol CNC selama proses penggulungan merupakan salah satu metrik kinerja yang paling penting, dan metrik tersebut dapat bervariasi bergantung pada beberapa faktor, termasuk desain alat berat, kualitas komponen, dan sistem kontrol yang diterapkan. Berikut ikhtisar tentang apa yang diharapkan dalam hal presisi dan akurasi:
Toleransi Ketat:
Akurasi Dimensi: Mesin CNC 4-rol dapat mencapai toleransi yang ketat, biasanya dalam kisaran ±0,1 hingga ±0,5 mm tergantung pada bahan, ketebalan, dan kompleksitas produk yang digulung. Untuk aplikasi presisi tinggi, tingkat akurasi ini memastikan bahwa produk akhir memenuhi spesifikasi desain.
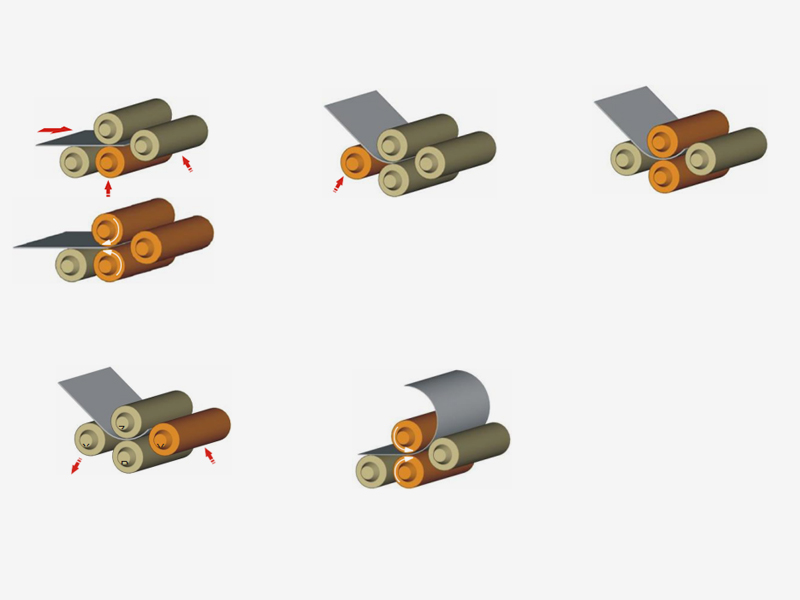
Presisi Pra-pembengkokan: Salah satu keunggulan utama sistem 4 rol adalah kemampuannya untuk melakukan pra-pembengkokan pelat dengan presisi lebih tinggi dibandingkan mesin 3 rol. Pra-pembengkokan dilakukan sedemikian rupa sehingga tepi lurus pelat diminimalkan, sehingga meningkatkan akurasi tekukan secara keseluruhan.
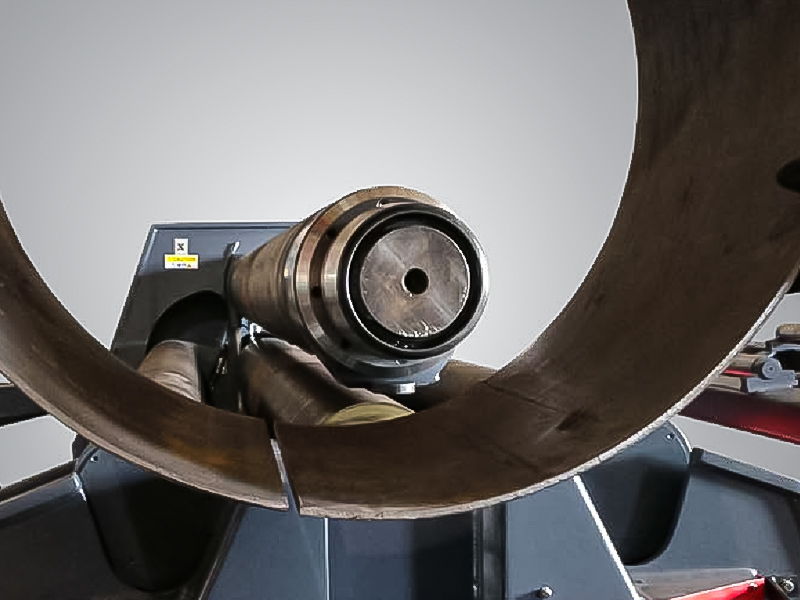
Radius Bergulir yang Konsisten:
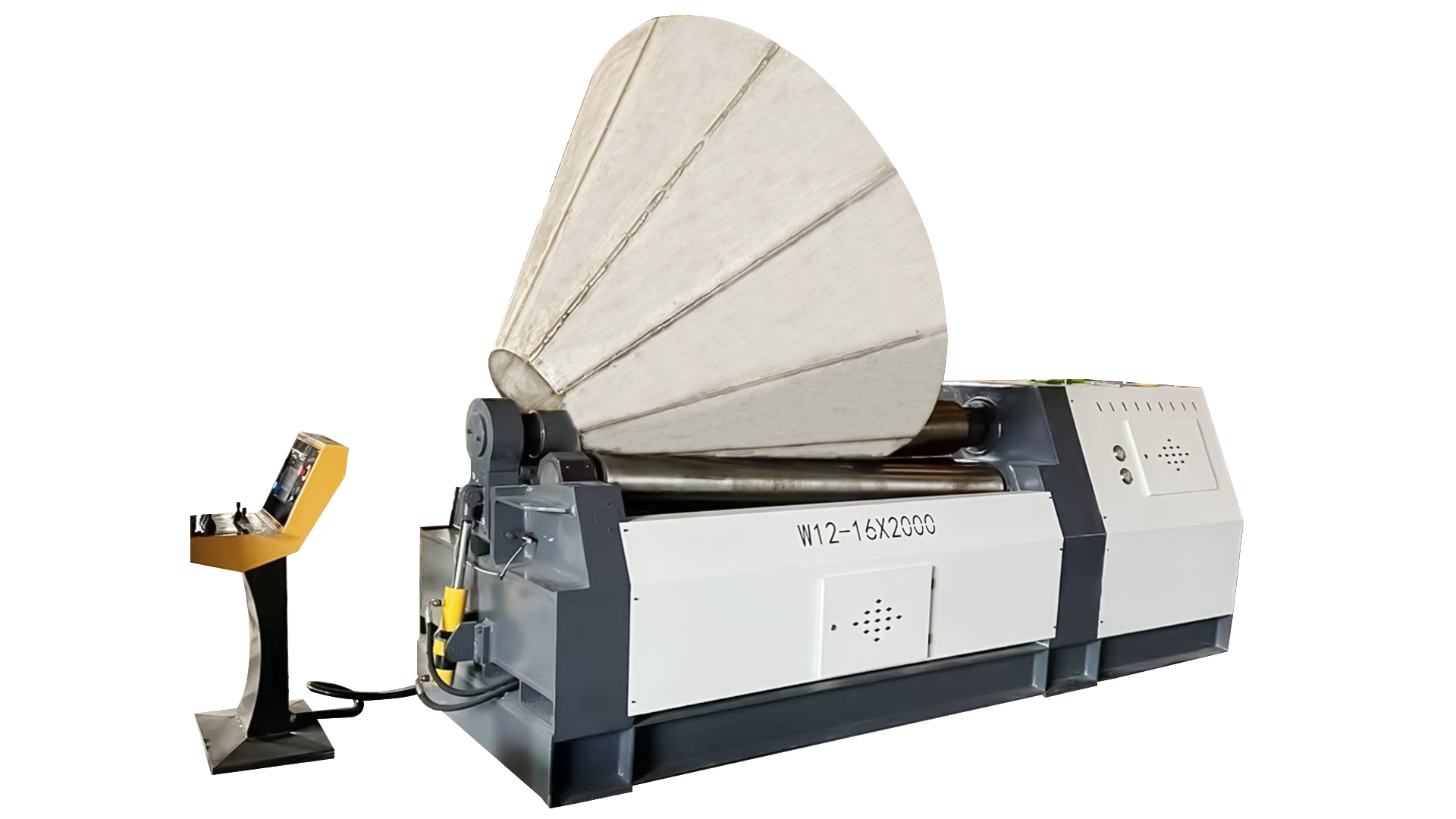
Pengulangan: Sistem CNC mengontrol proses penggulungan dengan presisi tinggi, memastikan radius penggulungan tetap konsisten sepanjang proses. Untuk aplikasi seperti silinder berdiameter besar, mesin dapat menggulung pelat dengan radius yang konsisten bahkan pada material yang lebih panjang atau lebih tebal.
Akurasi dalam Silinder: Konfigurasi 4 rol memungkinkan kontrol lebih besar terhadap pelat selama proses penggulungan, meningkatkan keseragaman bentuk akhir, terutama dalam hal kebulatan dan kehalusan silinder.
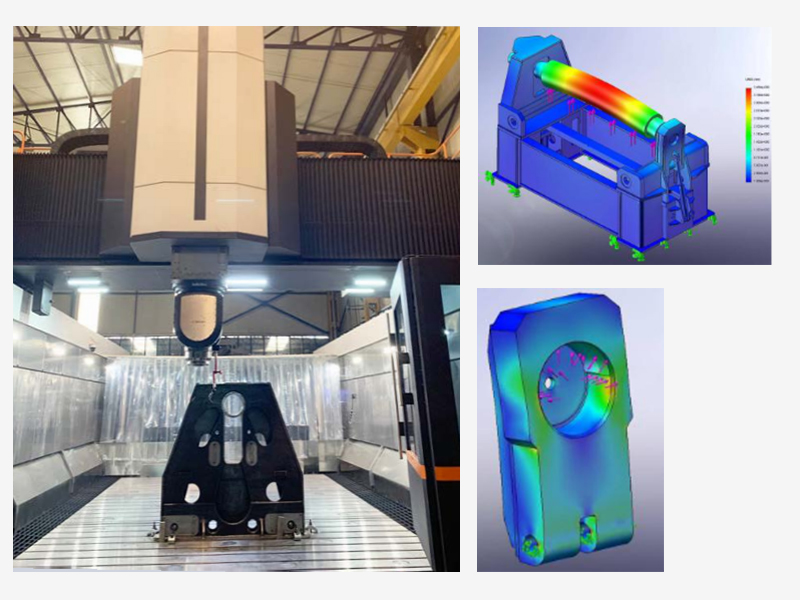
Kontrol Deformasi Material yang Tepat:
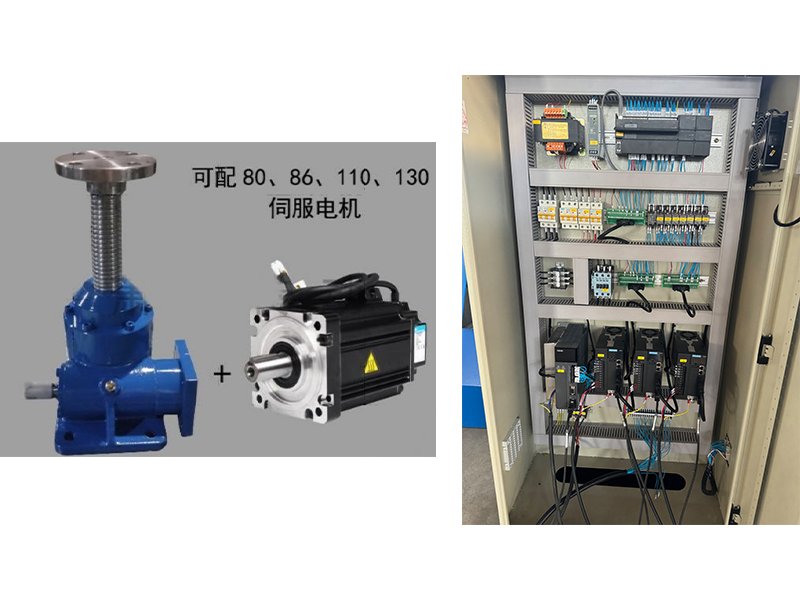
Gulungan Berpenggerak Servo: Banyak mesin 4-rol CNC menggunakan gulungan yang digerakkan servo untuk mengontrol posisi pelat dengan akurasi tinggi, memungkinkan penyesuaian yang tepat selama proses penggulungan. Sistem CNC secara otomatis menyesuaikan parameter seperti tekanan, kecepatan, dan posisi, memastikan deformasi yang konsisten di seluruh pelat.
Umpan Balik Waktu Nyata: Mesin ini biasanya dilengkapi dengan sistem pemantauan dan umpan balik waktu nyata, yang memungkinkan penyesuaian dinamis selama proses penggulungan. Hal ini mengurangi kemungkinan kesalahan dan memastikan hasil dengan presisi tinggi.
Kualitas Tepi dan Konsistensi Lentur:
Penyelarasan Tepi: Karena sistem CNC mengontrol posisi dan pergerakan pelat, kualitas tepi ditingkatkan. Pelat disejajarkan dengan tepat, memastikan tepian lurus dan akurat selama proses penggulungan.
Pra-pembengkokan dan Penjepit: Titik penjepit pada mesin 4 rol biasanya jatuh tepat di tepi pelat, memastikan bagian tepi lurus minimal setelah pembengkokan dan meningkatkan konsistensi pembengkokan secara keseluruhan.
Akurasi Khusus Material:
Akurasinya dapat sedikit berbeda berdasarkan jenis bahan yang diproses (misalnya aluminium, baja, titanium). Bahan yang lebih lembut mungkin lebih mudah untuk digulung dengan presisi, sedangkan bahan yang lebih keras mungkin memerlukan penyesuaian parameter tambahan.
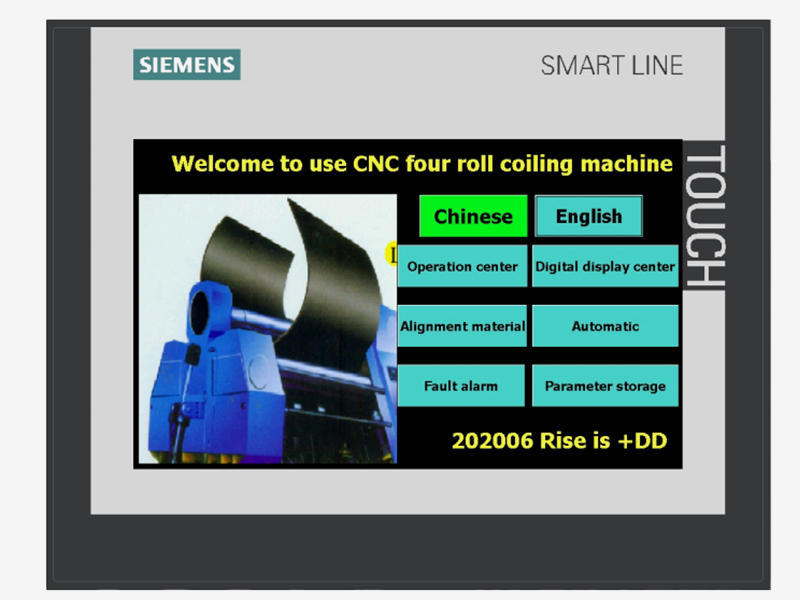
Presisi Kontrol CNC:
Presisi Digital: Dengan sistem CNC modern, presisi dalam mengendalikan proses penggulungan sangat tinggi, seringkali mampu mencapai akurasi sub-milimeter. Perangkat lunak CNC memastikan bahwa semua gerakan dan urutan penggulungan dikontrol dengan cermat, mengoptimalkan akurasi pembengkokan dan penggulungan berdasarkan spesifikasi yang diprogram.
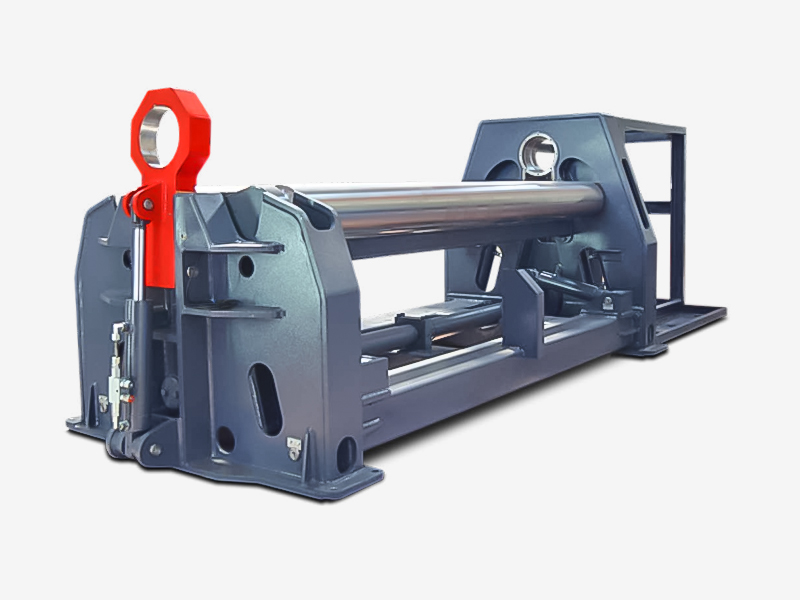
Itu Mesin penggulung pelat 4 rol CNC sangat presisi dan akurat, terutama pada aplikasi yang memerlukan toleransi ketat, jari-jari yang konsisten, dan bagian tepi lurus yang minimal. Performanya mengungguli sistem 3-rol tradisional dengan menawarkan kemampuan pra-pembengkokan yang unggul dan penyesuaian otomatis dan real-time, memastikan pengulangan dan presisi tinggi dalam proses penggulungan.
 Generasi baru teknologi hibrida minyak-listrik, penghematan energi dan pengurangan emisi, efisiensi tinggi dan panas rendah, serta sangat mengurangi kebisingan kerja;
Generasi baru teknologi hibrida minyak-listrik, penghematan energi dan pengurangan emisi, efisiensi tinggi dan panas rendah, serta sangat mengurangi kebisingan kerja;