-
![Rem tekan cnc tandem]()

Model:
+86 131-4173-2687(WhatsApp)
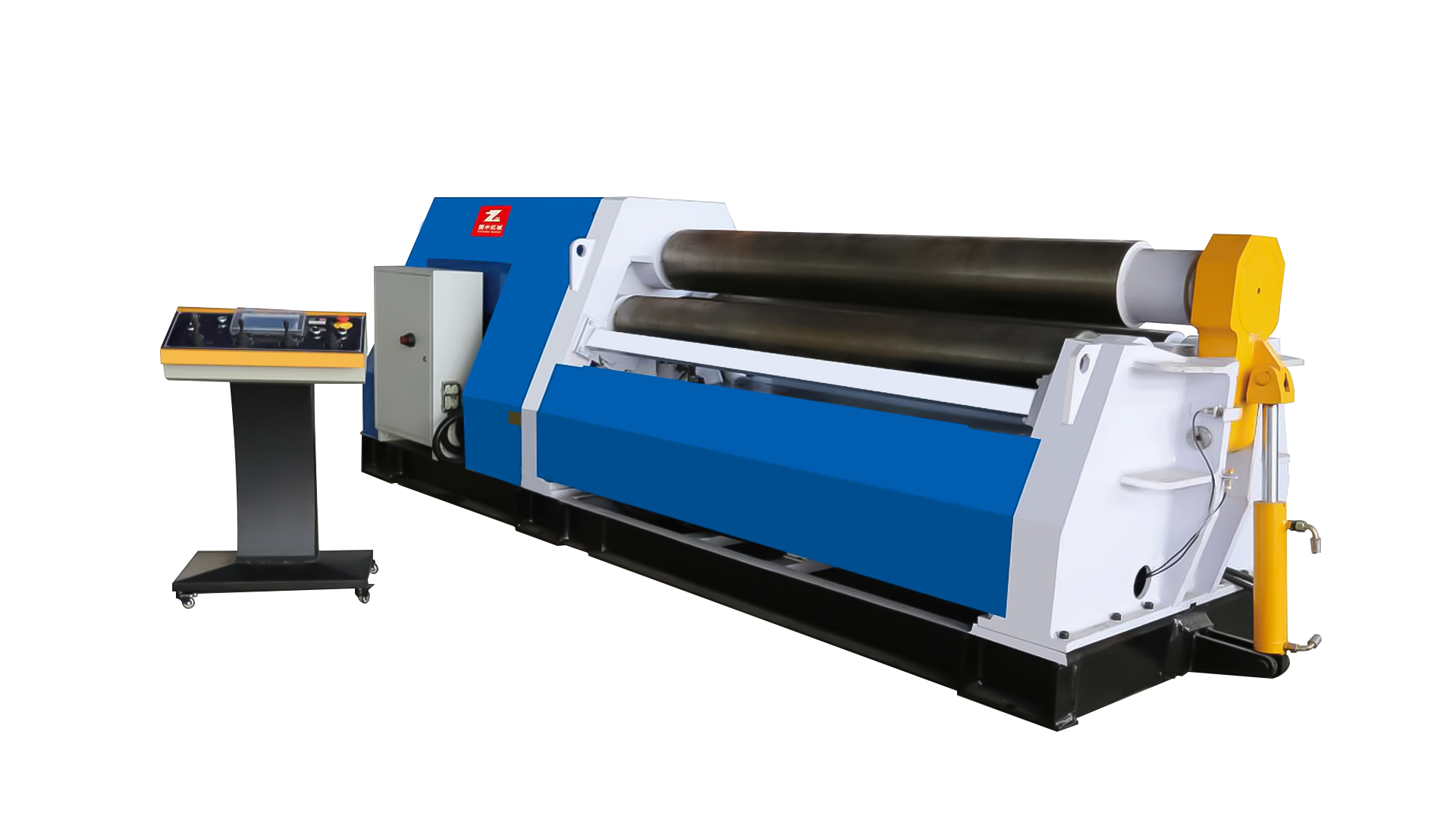
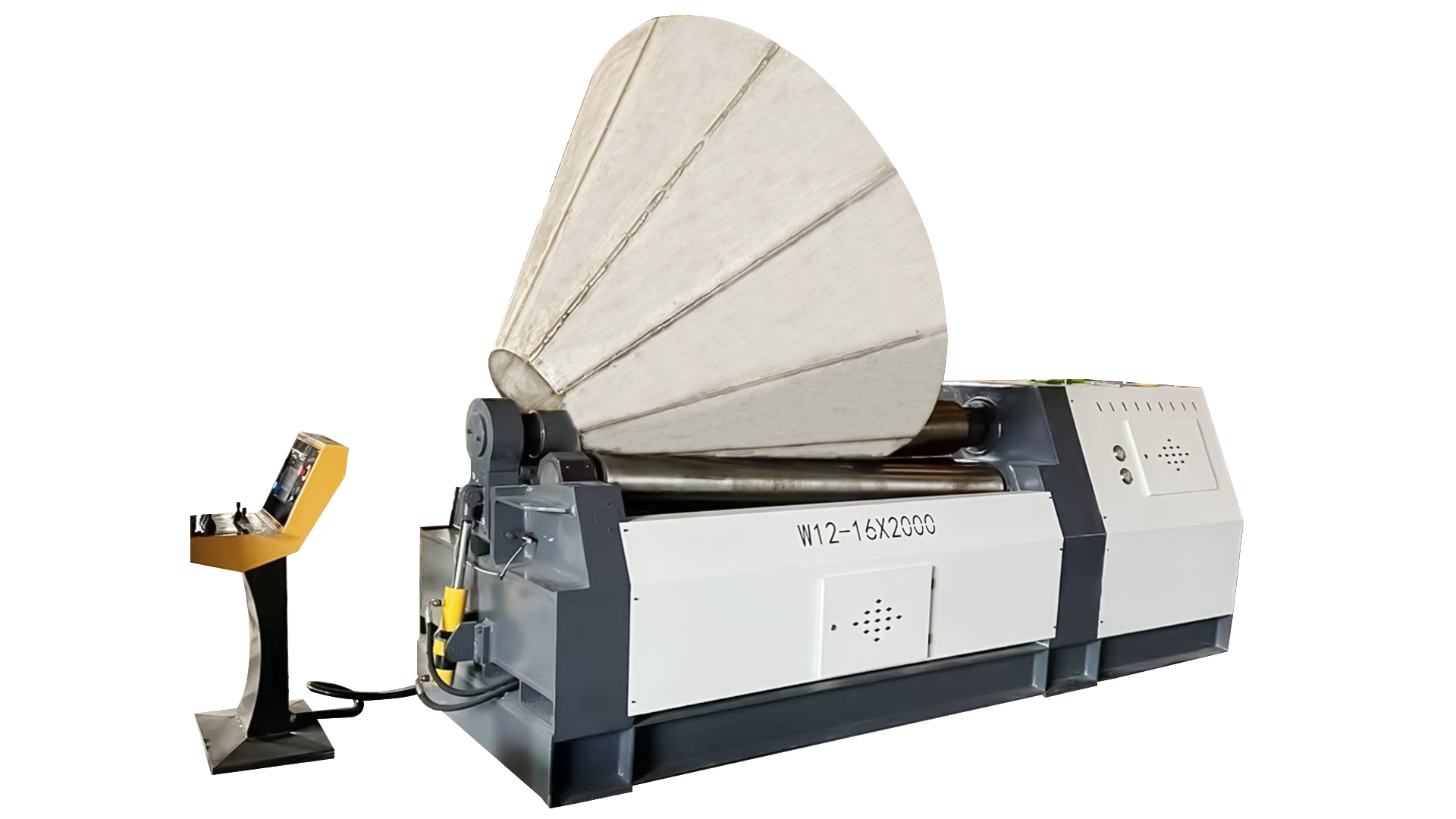
Mesin rolling plat hidrolik 3 rol
 1. Mesin penggulung pelat jenis ini memiliki fungsi pra-pembengkokan ujung pelat, dan sisa tepi lurus pra-pembengkokan kurang dari 2,5 kali ketebalan pelat.
1. Mesin penggulung pelat jenis ini memiliki fungsi pra-pembengkokan ujung pelat, dan sisa tepi lurus pra-pembengkokan kurang dari 2,5 kali ketebalan pelat.
2. Mengadopsi teknologi perataan elektronik otomatis EPS, pemantauan waktu nyata, dan penyesuaian waktu nyata, secara otomatis menyesuaikan kerataan rol atas, dan menjaga rol atas dan bawah tetap paralel.
3. Proses pasca pembengkokan yang unik dari mesin penggulung pelat jenis ini dapat mewujudkan pra-pembengkokan di bagian akhir, pembengkokan terus menerus tanpa sudut belakang, dan proses pembengkokan adalah tampilan digital sepenuhnya.
4. Tampilan digital layar sentuh LCD ukuran besar, antarmuka kontrol dialog manusia-mesin, pengoperasian yang efisien dan intuitif.
5. Kompensasi gangguan tetap pada roller atas dikombinasikan dengan kompensasi gangguan variabel pada roller bawah untuk secara efektif mengatasi pengaruh deformasi gangguan dan meningkatkan kelurusan produk.
6. Dengan berbagai fungsi perlindungan kelebihan beban dan keselamatan, saling terkait, alarm dan petunjuk kesalahan otomatis, dapat secara efektif mencegah kesalahan pengoperasian, dan melindungi keselamatan peralatan dan operator.
7. Sasis dan braket las keseluruhan berkekuatan tinggi, struktur kuat, tahan lama. Sasis mengadopsi struktur rangka, koefisien bagian torsi tinggi, baut jangkar lebih sedikit, serta pemasangan dan debugging yang mudah.
8. Seluruh rangka dianil untuk menghilangkan tegangan dan tidak pernah berubah bentuk.
9. Rol kerja adalah penempaan integral 42crmo, setelah proses pengerasan, pendinginan pendinginan. Bahan roller adalah baja 45#, perlakuan temper, kekerasan HB190~220.
10. Seri katup superposisi pemilihan katup hidrolik, tata letak pipa sederhana, mudah dirawat dan di-debug.
| Perangkat pemasangan rol Perangkat roller atas terdiri dari roller atas, silinder oli utama, dudukan bantalan rol atas, dan bantalan penyelaras baris ganda. |  |
| Roller bawah dan perangkat bergerak horizontal Perangkat rol bawah terdiri dari rol bawah, dudukan bantalan rol bawah, bantalan geser rol bawah, roda gigi masukan rol bawah, dll. |  |
| Roller bawah dan perangkat bergerak horizontal Perangkat idler terdiri dari kombinasi idler, mekanisme irisan miring, dan mekanisme spiral. | 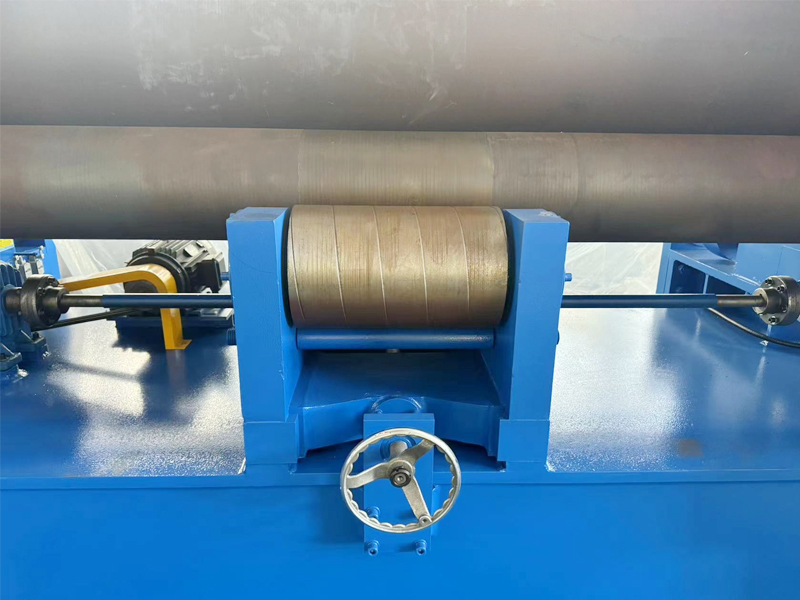 |
| Sistem penggerak utama Sistem penggerak utama terdiri dari motor utama, peredam, roda gigi keluaran, dll. |  |
| Perangkat tip Perangkat pengungkit terdiri dari poros pin, ram, silinder hidrolik pengungkit, penyangga, dll.
◆ Perangkat penyeimbang: Alat penyeimbang terdiri dari dua batang penarik dan sebuah balok penyeimbang. ◆ Rak: Bingkai tetap dan terbalik untuk bagian pengelasan, setelah penuaan getaran pengelasan untuk menghilangkan perawatan stres. Rangka digunakan untuk memasang silinder hidrolik dan menggerakkan komponen gulungan atas secara horizontal. ◆ Pelat dasar: Sasis adalah struktur las kotak, perawatan anil. Digunakan untuk memasang komponen.
|  |
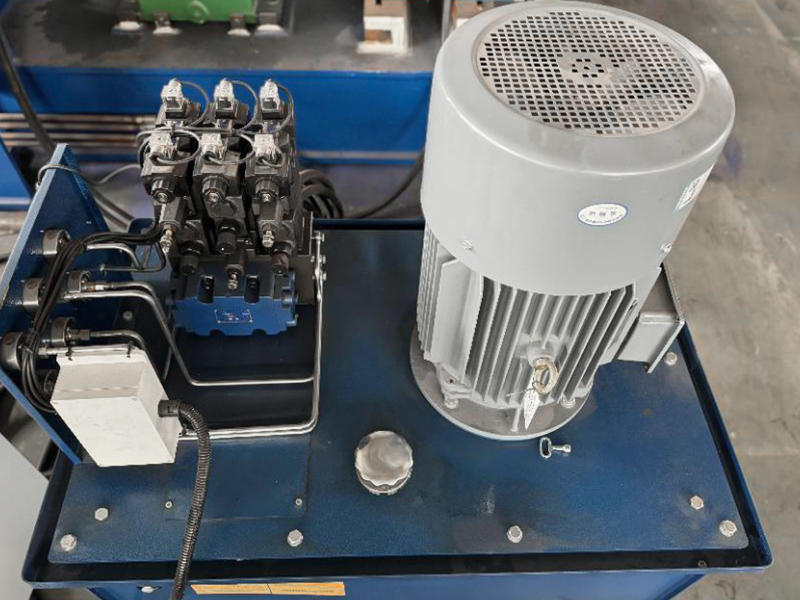
| Sistem hidrolik Sistem hidrolik terdiri dari pompa roda gigi, grup katup, bagian penghubung fluida, bagian bantu hidrolik, dll. ◆ Berbagai perlindungan: Naik turunnya gulungan atas masing-masing dilindungi oleh katup pelepas sebagai batas tekanan.
|  |
| Sistem kendali kelistrikan Sistem kendali kelistrikan terdiri dari kabinet kendali kelistrikan, meja operasi, dan kotak tombol genggam. | 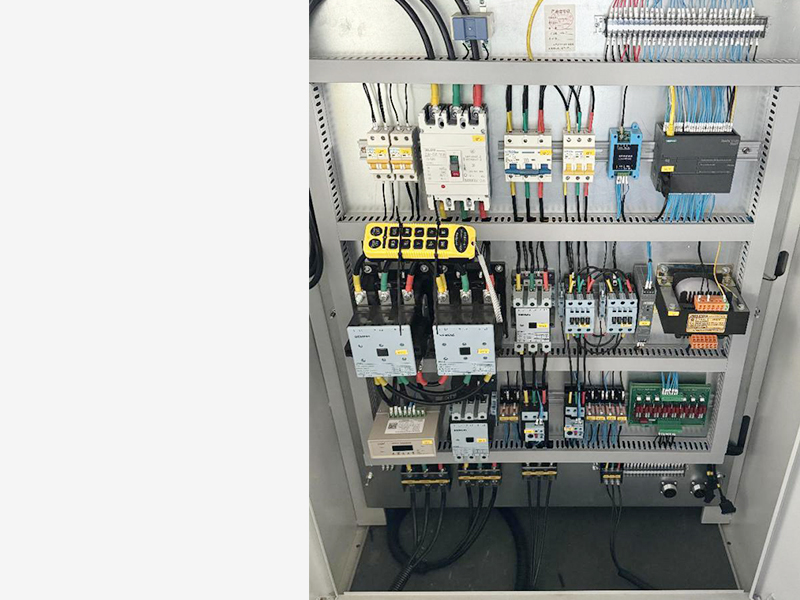 |
| Sistem kontrol numerik Sistem CNC memiliki fungsi pemantauan waktu nyata, kontrol di tempat, dan memori listrik pendek dalam proses penggulungan. |  |
| Mesin penggulung pelat universal rol atas Mesin ini mengadopsi roller atas berbentuk drum dan roller bawah berdiameter lebih kecil, dan bagian bawah roller bawah ditopang oleh roller yang dapat diatur ke atas dan ke bawah. ◆ Peraturan penggulungan pelat tebal: Saat menggulung pelat tebal, roller naik dan memberikan tekanan balik ke roller bawah untuk menghasilkan defleksi terbalik untuk mengimbangi defleksi berlebihan pada roller atas, untuk mencapai radius kelengkungan yang serupa antara bagian tengah dan kedua ujung produk dan mengurangi kesalahan keseragaman lebar sambungan memanjang produk. ◆ Peraturan lembaran yang digulung: Saat menggulung lembaran, rol turun, sehingga rol bawah dapat menghasilkan defleksi tertentu di bawah aksi tekanan kerja untuk mengimbangi pengaruh bentuk gulungan atas, untuk mencapai jari-jari kelengkungan belitan produk di tengah dan kedua ujung adalah serupa, kurangi kesalahan keseragaman lebar sambungan memanjang produk. ◆ Bentuk artikel: Kesalahan keseragaman lebar jahitan memanjang kecil. Jika disetel dengan benar, jari-jari kelengkungan bagian tengah dan kedua ujung produk cukup dekat, dan keseragaman lebar jahitan memanjang produk dengan presisi tinggi dapat diperoleh. ◆ Membungkuk ke belakang: Rol atas menekan ke bawah sementara rol bawah berputar; Ujung pelat mengadopsi pembengkokan tekanan langsung; Tidak ada sudut belakang, ujung tepi lurus yang tersisa dikontrol pada lingkaran standar, dan kebulatan produk tinggi. ◆ Pembengkokan simetris: Rol bawah berputar secara positif dan negatif, terlebih dahulu menekuk kedua ujung pelat, dan kemudian berliku simetris, produk memiliki sudut siku-siku, tepi lurus yang tersisa sulit dikendalikan, dan produk memiliki kebulatan yang buruk | 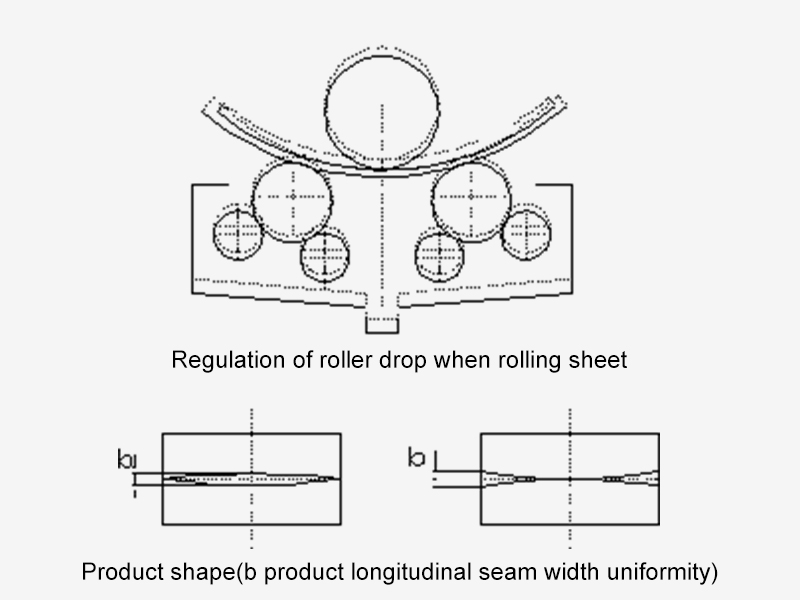 |
| Proses berliku ◆ Tikungan ujung: ① Jarak antara rol atas dan bawah dipisahkan (rol atas naik satu bagian). ◆ Pembengkokan simetris: ① Sesuaikan gulungan atas ke posisi simetris dengan gulungan bawah, lalu masukkan ke dalam pelat baja. ◆ Di biaya: Pindahkan gulungan atas ke posisi batas tengah atas, dan bingkai tip tidak bergerak di posisi lain. Pada saat ini, alat penyeimbang menyeimbangkan gulungan atas. Rak jungkit jungkit dump. | 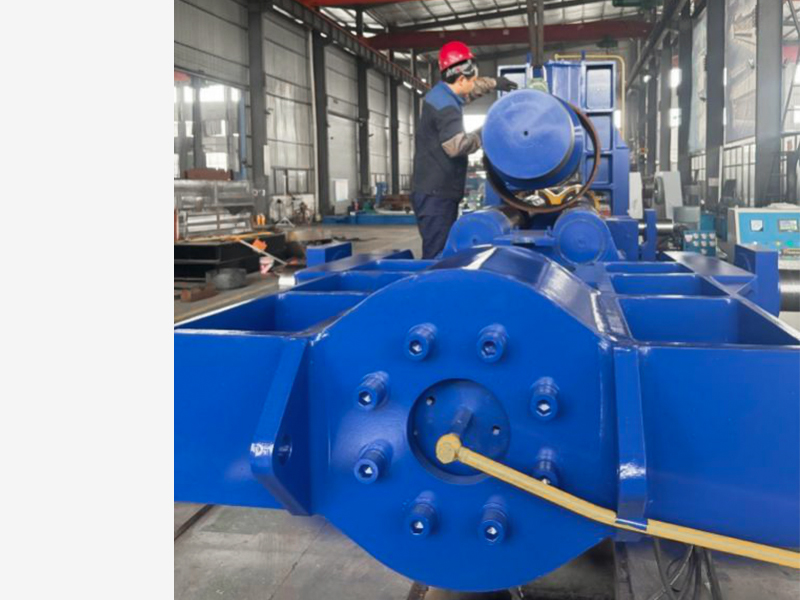 |
| Tip atas pengaturan ulang rak Saat menggulung benda kerja busur lingkaran dan tindakan pembengkokan biasa lainnya, ujungnya biasanya ditekuk terlebih dahulu. | 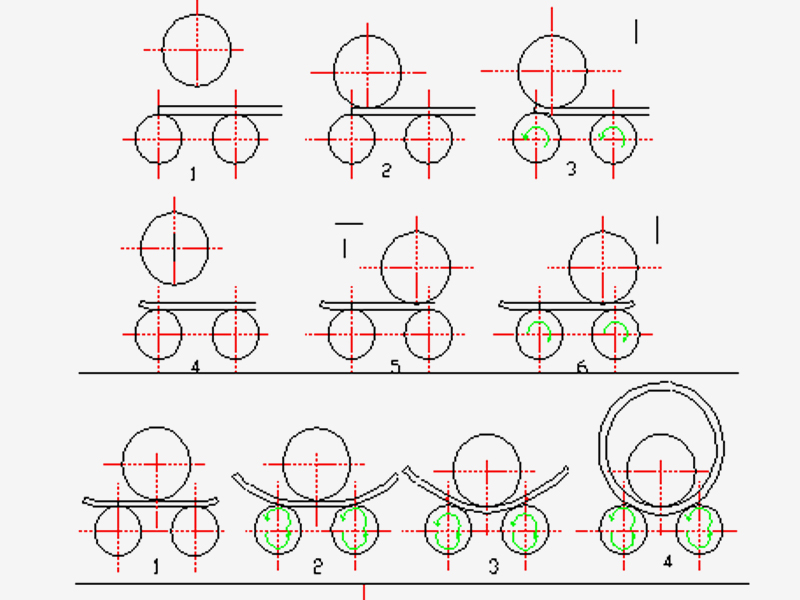 |





TENTANG KAMI
Nantong Tengzhong Machinery Manufacturing Co., Ltd. adalah Cina Mesin rolling plat hidrolik 3 rol pemasok Dan OEM/ODM Mesin rolling plat hidrolik 3 rol perusahaan, terletak di sayap utara Pusat Ekonomi Shanghai Delta Sungai Yangtze, Zona Pengembangan Libao Kota Nantong Haian, adalah perusahaan penelitian dan produksi untuk mesin geser, mesin pembengkok dan mesin rolling serta mesin lainnya R&D, produksi, penjualan dan layanan sebagai salah satu perusahaan yang mengkhususkan diri dalam produksi mesin geser hidrolik seri merek "Tengzhong", mesin geser mekanis, mesin pembengkok hidrolik, mesin penggulung pelat hidrolik, mesin penggulung pelat mekanis, mesin pemotong sudut hidrolik, mesin pelubang dan geser gabungan dan peralatan penempaan lainnya , banyak digunakan dalam industri ringan, penerbangan, pembuatan kapal, metalurgi, instrumentasi, peralatan listrik, produk baja tahan karat, konstruksi struktur baja dan industri dekorasi.
Mesin Tengzhong selalu berpegang pada konsep pengembangan "menghasilkan produk unggulan, memberikan layanan sempurna, dan memuaskan setiap pengguna", dan selalu memikirkan pelanggan dan melayani pelanggan dengan tulus. Kami berharap dapat bekerja sama dengan Anda untuk menciptakan masa depan yang lebih baik bersama!
Berita
-
{artikel item="vo" cat="news" order="1" by="time" limit="6" child="1" no_p="0" no_search="1"
nomor_halaman="5"}
-
Umpan Balik Pesan
Apa saja aplikasi khasnya Mesin penggulung pelat hidrolik 3 rol di industri seperti pembuatan kapal, penerbangan atau struktur baja?
Mesin penggulung pelat hidrolik 3 rol banyak digunakan di berbagai industri karena efisiensi dan presisinya dalam membengkokkan dan menggulung pelat logam. Berikut adalah beberapa aplikasi umum dalam industri utama seperti pembuatan kapal, penerbangan, dan struktur baja:
Pembuatan kapal
Konstruksi Lambung: Mesin ini digunakan untuk menggulung pelat baja besar menjadi bentuk silinder untuk lambung kapal, memastikan integritas struktural dan hidrodinamika yang optimal.
Dek dan Sekat: Pelat dibengkokkan untuk membuat geladak dan sekat, yang memerlukan kelengkungan yang tepat agar sesuai dengan desain kapal.
Konstruksi Tangki: Mesin rolling membantu membuat tangki silinder untuk menyimpan bahan bakar, air, dan cairan lainnya di kapal.
Penerbangan
Badan Pesawat: Mesin penggulung digunakan untuk membentuk bagian badan pesawat, yang memerlukan kelengkungan tertentu untuk kinerja aerodinamis.
Struktur Sayap: Komponen melengkung untuk sayap, seperti tepi depan dan belakang, dapat diproduksi menggunakan mesin penggulung pelat hidrolik 3 rol.
Komponen Dirgantara: Bagian lain, seperti rumah mesin dan rangka struktural, mendapat manfaat dari kemampuan pembengkokan alat berat yang presisi.
Konstruksi Struktur Baja
Balok dan Kolom Struktural: Mesin ini menggulung pelat untuk membuat balok dan kolom melengkung yang digunakan dalam desain dan struktur arsitektur, sehingga meningkatkan daya tarik estetika dan dukungan struktural.
Jembatan dan Jalan Layang: Penggulungan pelat sangat penting dalam pembuatan komponen jembatan, termasuk bagian lengkung dan elemen struktur lengkung lainnya.
Kerangka Industri: Digunakan untuk membuat kerangka melengkung untuk berbagai aplikasi industri, termasuk dukungan mesin dan kerangka bangunan.
Manufaktur dan Fabrikasi
Tangki Penyimpanan: Mesin ini digunakan untuk menggulung pelat untuk membuat tangki penyimpanan besar yang digunakan di berbagai industri, seperti minyak dan gas, bahan kimia, dan pengolahan air.
Bejana Tekanan: Mesin rolling sangat penting dalam pembuatan bejana bertekanan yang memerlukan kelengkungan yang tepat untuk menahan tekanan tinggi.
Pipa dan Tabung: Dapat digunakan untuk menggulung pelat menjadi pipa dan tabung berdiameter besar untuk aplikasi pipa ledeng, industri, dan pertanian.
Aplikasi Dekoratif dan Arsitektur
Fitur Arsitektur: Mesin ini dapat membuat elemen melengkung untuk bangunan, seperti lengkungan, kubah, dan fasad dekoratif.
Desain Furnitur: Dalam industri furnitur, digunakan untuk membuat komponen logam bulat untuk berbagai desain furnitur, sehingga meningkatkan daya tarik estetika.
Energi terbarukan
Komponen Turbin Angin : Mesin yang digunakan untuk menggulung pelat untuk pembuatan komponen seperti tower dan sudu pada turbin angin.
Rangka Panel Surya: Mesin penggulung juga dapat digunakan untuk membuat rangka melengkung untuk panel surya, sehingga berkontribusi pada sektor energi terbarukan.
Fleksibilitas dan ketepatan Mesin penggulung pelat hidrolik 3 rol menjadikannya sangat diperlukan dalam industri yang membutuhkan pembengkokan dan pembentukan pelat logam yang akurat. Penerapannya berkisar dari komponen struktural tugas berat dalam pembuatan kapal dan penerbangan hingga fitur estetika dalam arsitektur dan energi terbarukan, yang menunjukkan peran penting mereka dalam manufaktur dan konstruksi modern.
Copyright o Nantong Tengzhong Machinery Manufacturing Co, Ltd. All Rights Reserved.
